ねじの焼付き防止について|日本水道協会検査工場のステンレス製ボルト、ナット、ネジを取り扱っております。
ねじの焼付き防止について|日本水道協会検査工場のステンレス製ボルト、ナット、ネジを取り扱っております。
コーティングKDCにより、ねじの焼付きを防止し、ボルトに適切な軸力を持たせます。
ステンレス鋼は熱伝導率が低く線膨張係数が大きいため、ナット締付け時にネジ部に摩擦熱が発生します。その熱によってネジ部が膨張して、”オネジ”と”メネジ”が密着して動かなくなることを焼付きと言います。特に、電動工具を使用する場合は、焼付き防止の対策が必要です。コーティングや油脂等でネジ面の摩擦を小さくすることで解決できます。
オーステナントステンレス鋼のネジ(A2・A4)は、トルク係数が0.35を超えると焼付きが発生しますので、0.15~0.25のトルク係数を推奨しています。
下表にSUS304とSS400の比較をしています。ステンレスが魔法瓶、お鍋、お風呂などに使われるのは熱を逃がさないからです。
| 材料 | 熱伝導率 (W/m℃) |
線膨張係数 (×10-6/℃) |
|---|---|---|
| SUS304 | 16.3 | 17.3 |
| SS400 | 50.0 | 11.7 |
| SUS304 | 鉄の約1/3 | 鉄の約1.5倍 |
使用条件に見合った表面処理(湿式、乾式)を採用することで、焼付きを防止し、ボルトに適正な軸力を持たせる事が重要です。
当社のコーティングKDCは、施工作業者様のご意見から開発されました。
トルク係数は、実際にご使用になるボルト・ナットで確認することをお奨めします。無料でトルクデータを提供し、適切な表面処理を提案致しています。

トルク試験機
M20のボルト・ナットを190N・mで締付けた時にナットの移動距離が10mm~20mmとなる。クッション材を使用し、締付け、戻しを5サイクル実施後、焼付きが無いことを検証します。

KDCはこれらの耐久性を
すべて満足しています
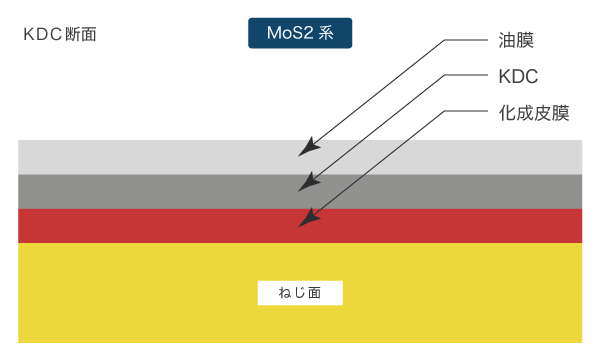
※MoS2は光沢のある鉱物で分子層が1umの厚み、粒子は約1600枚の薄片が重なりあった層状構造をなしています。応力を受けるとこれらが一定方向にずれ、摩擦に対して優れた効果を発揮します。
 お問い合わせ
お問い合わせ
営業時間 9:00~18:00
休業日 土曜日・日曜日・祝日
お気軽にお問い合わせください。
